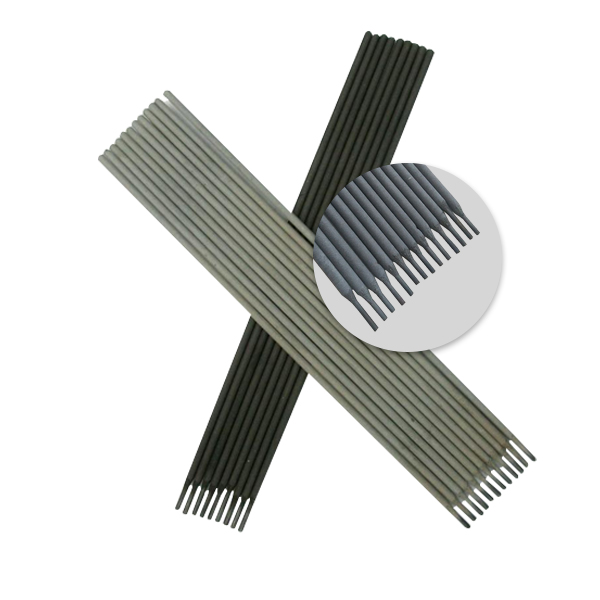
Yüksek Karbonlu çelikler Manuel elektrot E9818-G Lehimleme malzemeleri






KİMYASAL BİLEŞEN:
| ALAŞIM(ağırlıkça %) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T KURALLARI | - | ≥1.00 | ≥0,80 | ≥0,30 | ≥0,50 | ≥0,20 | - | - | ≥0,20 | ≥0,10 |
| AWS KURALLARI | - | - | - | - | - | - | - | - | - | - |
| ÖRNEK DEĞER | 0,050 | 1.50 | 0,27 | 0,83 | 3.35 | 0,72 | 0,005 | 0,004 | 0,018 | 0,004 |
MEKANİK ÖZELLİK:
| MÜLK | AKMA GÜCÜ(MPa) | UZATMA GÜCÜ(MPa) | ISIL İŞLEM ℃xh | ETKİ DEĞERİ J/℃ | UZAMA(%) | |||||
| GB/T KURALLARI | - | - | - | - | - | |||||
| AWS KURALLARI | - | - | - | - | - | |||||
| ÖRNEK DEĞER | 915 | 992 | - | 65/-20 | 16 | |||||
ÖNERİLEN KAYNAK PARAMETRELERİ:
| ÇAP ÖZELLİKLER(mm) | 2,6*350 | 3,2*350 | 4.0*400 | 5.0*400 | ||||||
| ELEKTRİK (Amp) | donanım | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||

980Mpa süper yüksek mukavemetli düşük ferrohidrojen toz tipi düşük alaşımlı çelik elektrot.
Kararlı ark, küçük sıçrama, iyi cüruf giderme


Her pozisyonda mükemmel kaynak performansı, iyi düşük sıcaklık tokluğu, çatlak direnci ve düşük sıcaklık darbe tokluğu.













KİMYASAL BİLEŞEN:
| ALAŞIM(ağırlıkça %) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T KURALLARI | - | ≥1.00 | ≥0,80 | ≥0,30 | ≥0,50 | ≥0,20 | - | - | ≥0,20 | ≥0,10 |
| AWS KURALLARI | - | - | - | - | - | - | - | - | - | - |
| ÖRNEK DEĞER | 0,050 | 1.50 | 0,27 | 0,83 | 3.35 | 0,72 | 0,005 | 0,004 | 0,018 | 0,004 |
MEKANİK ÖZELLİK:
| MÜLK | AKMA GÜCÜ(MPa) | UZATMA GÜCÜ(MPa) | ISIL İŞLEM ℃xh | ETKİ DEĞERİ J/℃ | UZAMA(%) | |||||
| GB/T KURALLARI | - | - | - | - | - | |||||
| AWS KURALLARI | - | - | - | - | - | |||||
| ÖRNEK DEĞER | 915 | 992 | - | 65/-20 | 16 | |||||
ÖNERİLEN KAYNAK PARAMETRELERİ:
| ÇAP ÖZELLİKLER(mm) | 2,6*350 | 3,2*350 | 4.0*400 | 5.0*400 | ||||||
| ELEKTRİK (Amp) | donanım | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||
-

Yüksek Karbonlu çelikler Manuel elektrot E9018-M kaynak...
-

Yüksek Karbonlu çelikler Manuel elektrot E11018-G So...
-

Yüksek Karbonlu çelikler özlü tel E71T-1C kaynak...
-

Yüksek Karbonlu çelikler Özlü tel E71T-5C Sat...
-

Yüksek Karbonlu çelikler ER70S-3 TIG Yekpare tel Kaynakl...
-

Yüksek Karbonlu çelikler Manuel elektrot E9015-G kaynak...






Mesajınızı buraya yazın ve bize gönderin.